
24小时咨询热线:13813596711 / 13921030623
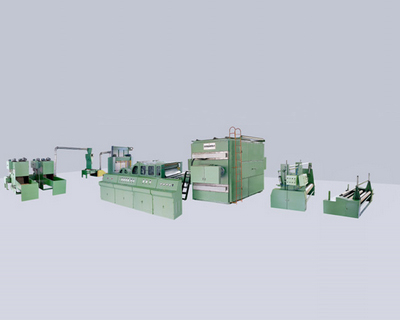
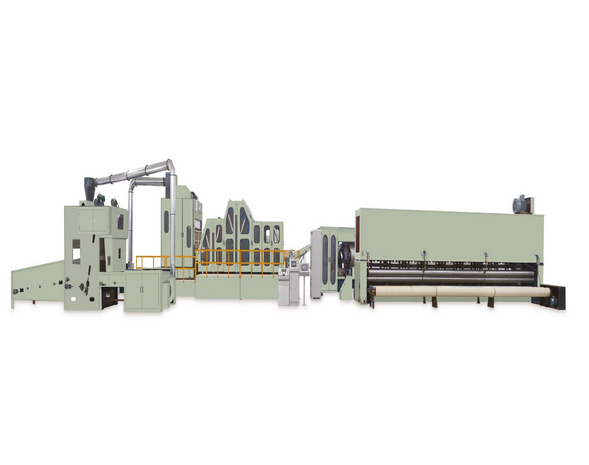
无纺设备根据其产品的不同分类有不同的形式,如有采用聚丙稀(pp材质)粒料为原料,经高温熔融、喷丝、铺纲、热压卷取连续一步法生产而成。
本方案中的设备是无纺布生产中后工序设备,主要完成压制、浸胶、烘干、成型工艺过程并生产出成品。
设备对速度同步控制有较高要求,要求控制系统能够提供精确的、平滑的线速度控制,我们所做的这套系统是无纺布生产的最后成品工序,因此系统各方面的要求更高。整个生产线控制系统比较复杂,控制设备繁多。各个电机之间要求较高的同步性,该系统采用13套变频器控制,每套变频器与PLC主机之间均有数据交换,且数据通讯要求很强的实时性,即要求系统具有总线通讯能力。采用台达DVP系列PLC和VFD-E系列变频器的CANOpen总线控制系统完全满足了设备控制需求,很好的实现了速度同步控制
版权所有 © 江苏正万机械科技有限公司 备案号:苏ICP备2022017991号 技术支持:易商科技 统计代码放置
 扫一扫咨询微信客服
扫一扫咨询微信客服服务热线














管理员
该内容暂无评论